



初心者向け 金型教室その1
ここ最近、プライベートな事ばかり書きすぎたので…….![]()
ここらで真面目に金型屋らしく金型の事を…と一念発起(笑)
不定期で金型が完成するまで(成形品が完成するまで)の
地道な作業を連載でお伝えしたいと思います![]()
ヒュー、ヒュー![]()
偉い![]() (爆笑)
(爆笑)
いや、いや……ここは真面目に...ゴホン![]()
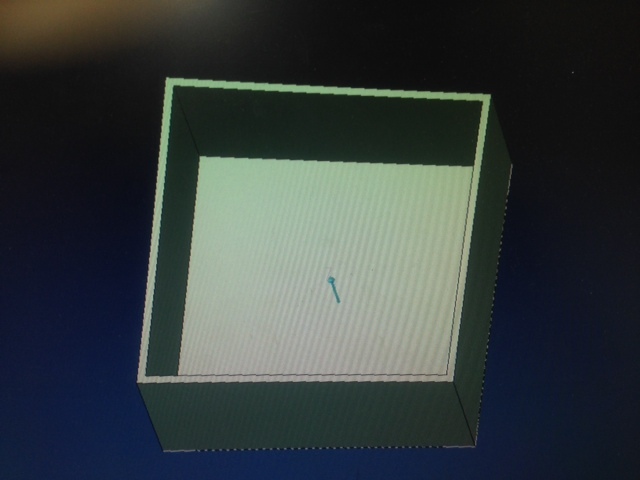
先ず、今回は
縦80ミリ 横80ミリ 高さ40ミリ
肉厚 2ミリ
の升の様な物を、ここで作っていきたいと思います。
(超架空の品物。こんな簡単形状の依頼は今までナイ、ナイ!)
3Dで見ると、こんな感じ。
それを2D化すると……
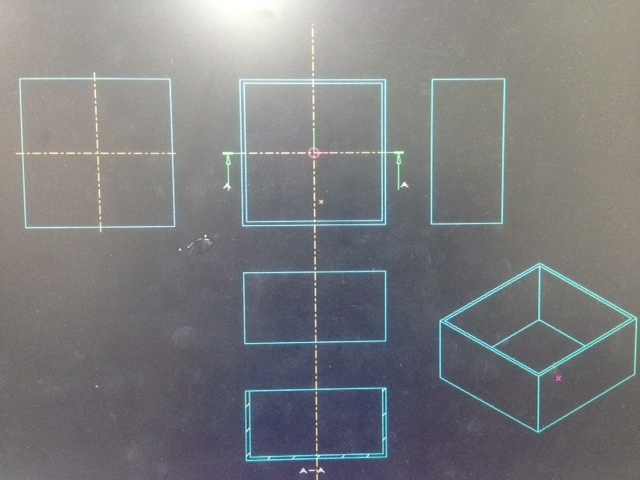
この写真の一番、中央下の絵 A-Aって書いてあるのが断面図ね![]()
金型製作に於いて.先ず1番初めにしなくてはいけない事![]()
それは…
収縮を掛ける
プラスチック金型はドロドロに溶かした樹脂を流しこみ圧力をかけて成形します。
成形機から出てきた製品は
出来たてホヤホヤのアツアツ状態。
冷めたら、これが微妙に縮むんよね~![]()
だから、金型は少し大きめに作ります。
その縮み具合は成形する樹脂によって異なります。
これを
「収縮率」
と言います。
今回のこの升は…ん~、一般的に玩具や家電等に使われる事の多い
ABS樹脂で成形品を作る事にしましょ![]()
普通はお客様が使用用途で樹脂を選定されるんよ(≡^∇^≡)
ABS樹脂の収縮率は5/1000
80ミリでは
80 X 1.005 =80.4
で作らないといけないんです![]()
ややこしい![]()
解りやすいように2D図に寸法入れてみるね![]()
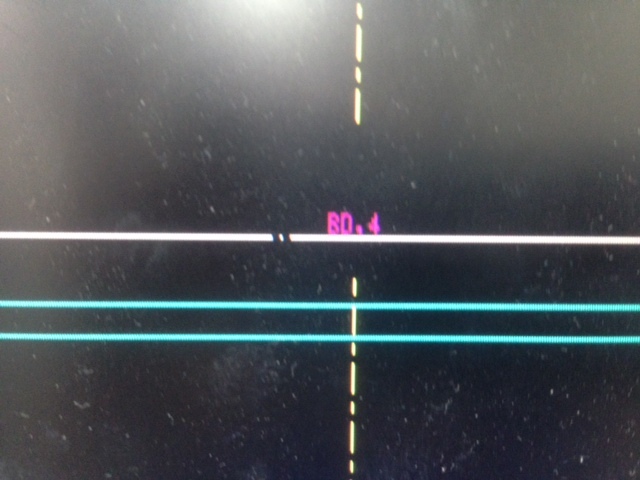
ほら、収縮が掛かったよ![]()
この時、よ~く確認ね。
間違えて収縮掛けたり、2回掛けたりしてないか計算機と間違えてないか
確認する~
どんなに金型のプロであっても間違える事ってあるもんね![]()
実は数十年前……私もやらかした![]()
![]()
PCやCADってボタン一つで戻ってしまうからコワイ、コワイ(。>0<。)
それから、それから….
次の作業は全ての立ち壁に勾配が付いてるかどうかの確認![]()
勾配って角度の事ね。
金型は上下方向に作動するので
垂直の場合は色々と成形時に問題が出てくる。
そうなれば成形性も悪いし、金型破損しやすいし….
良い事無いんよね~![]()
この升は垂直でモデルを作ったので、それぞれの壁に全く勾配(角度)は付いていません。
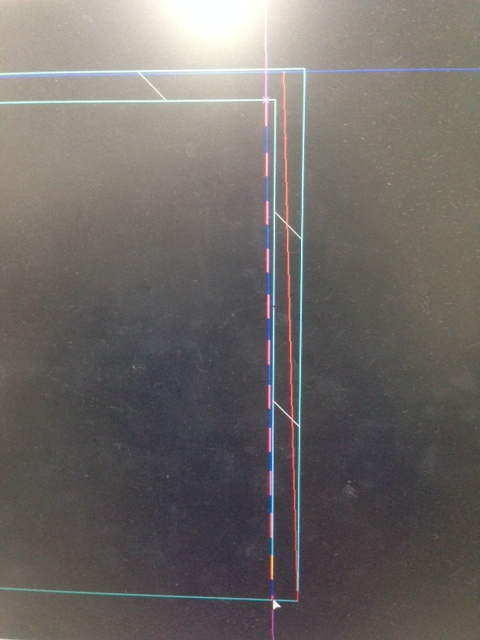
それを下の写真の
赤い線のように角度を付けていきます。(解りやすいように、2Dの断面図で説明しています)
これを
抜き勾配
と言います。
通常、この抜き勾配の角度はお客様より指示があったり
こちらから提案させて頂いたりして決めていきます。
それぞれ頂く案件ごとに形状が異なる為
いつも一緒の角度とは限らないのが難しい![]()
この簡単形状の升なら…..
升の外側になる部分もお酒が入る部分も抜き勾配は1度で良いようです![]()
まだまだ
ややこしい![]()
![]()
では…絵画の才能皆無の私。
腕をふるって
解りやすいように描きました(笑)
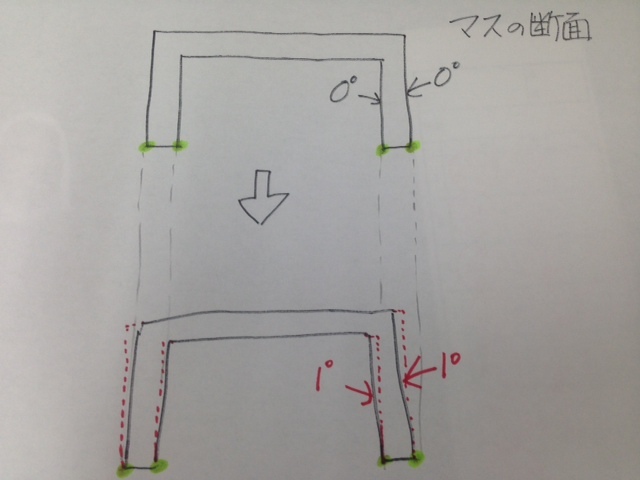
全く、抜き勾配がついていない壁を下の絵のように
升の口の一番端っこを基点に角度をつけていきます。
赤い点線が元のライン。
内側に壁が傾いたでしょ![]()
その時、黄緑の点を基点とするのは製品の一番大きい外形を守る為です![]()
もし、升のソコを基点として角度を付けたなら….
そう![]()
角度をつけた分、大きくなってしまう
からなんです![]()
続きは、また~~~![]()
今日はここらで…..![]()
![]()